
凸轮轴是活塞式发动机里的一个部件。它的作用是操控气门的敞开和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴的一半,不过一般它的转速仍然很高,而且需求接受很大的扭矩,因而规划中对凸轮轴在强度和支撑方面的要求很高,其原料一般是特种铸铁,偶然也有选用锻件的。见下图轿车发动机依照顶置凸轮轴的数目,分为顶置单凸轮轴和顶置双凸轮轴。当每缸选用两个以上气门时,气门摆放方法一般有两种:一是进气门和排气门混合摆放在一根凸轮轴上,即顶置单凸轮轴(SOHC-Single Over Head Cam)式发动机。这种发动机在顶部只装置了一根凸轮轴,因而一般每个汽缸只要两到三个气门(进气一到两个,排气一个),高速功能受到了约束。另一种是进气门与排气门排列在两根凸轮轴上 ,DOHC式(Double Over Head Cam,顶置双凸轮轴)发动机这种发动机因为装备了两根凸轮轴,每个汽缸能装置四到五个气门(进气二到三个,排气二个),高速功能得到了明显的提高。


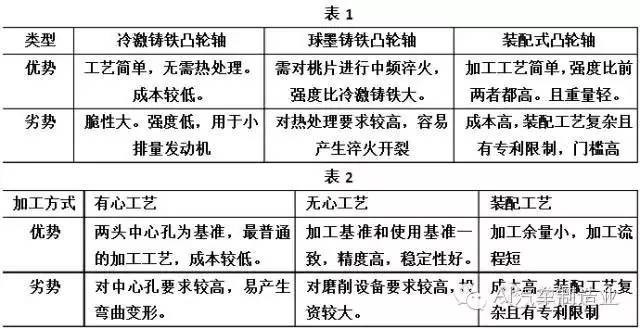
假如按毛坯方法分,有冷激合金铸铁、球墨铸铁、安装式三种。比较见表1。 假如按加工工艺分,有有心工艺、无心工艺、安装工艺三种。比较见表2。
3).止推面相关于支承轴颈线) .凸轮基圆的尺度精度和相关于支承轴颈轴线).凸轮的方位精度

一般磨削轴颈要求在线有丈量体系对轴颈的直径、跳动和圆度进行100%丈量.
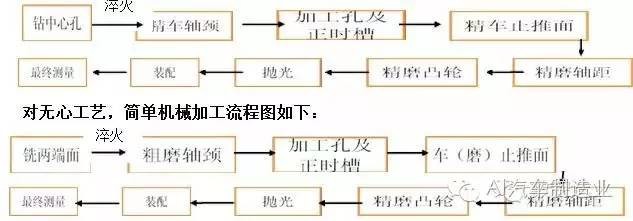
一般分粗磨和精磨,也可仅精磨。有心加工已中心孔定位,辅佐夹具确认正时方位而且驱动凸轮轴旋转。无心工艺由中心支架定位轴颈,一头定位正时方位而且驱动凸轮轴旋转。现在Schaudt有磨削轴颈和凸轮一次加工的设备,选用中心孔定位方法。转台式夹具,一次装夹能轻松完成先磨削轴颈再磨削凸轮。可防止两次装夹的发生的差错。有负曲率要求的凸轮有必要分粗磨和精磨,粗磨选用大砂轮350mm磨出全体概括,精磨选用小砂轮150mm磨负曲率。
常见的加工缺点为凸轮桃片型线不合格,基圆及跳动超差,桃片未加工到位。桃片基圆或基圆跳动超差后,气门开闭的时刻不对,在冷试时会导致进排气的压力低或许发生走漏可以正常的运用Adcole对桃片基圆尺度,桃片跳动等要害参数进行100%丈量。还有的缺点是止推面磨削不到位,信号轮压偏等,也会对发动机测验发生必定的影响。(来历:AI轿车制造业)